QUALITY MILK FROM LOCAL FARMERS
Summerfield Milk began in 2006 when the founders wanted only the best quality milk for their family and friends to drink.
Our milk business was established the following year. After years of selling our high-quality milk to well-known local milk producers, we decided to set up our own milk processing factory in 2013. The first factory was located on our farm in Kluang, Johor, in 2017 we moved to a new site in Serendah, Rawang.
To grow the business, we always knew we had to work with dedicated farmers who are just as passionate about milk as us. Today, we are working with various dedicated dairy farmers to supply high-quality milk that all Malaysians can enjoy.


ECO-FRIENDLY BOTTLE CLEANING PROCESS
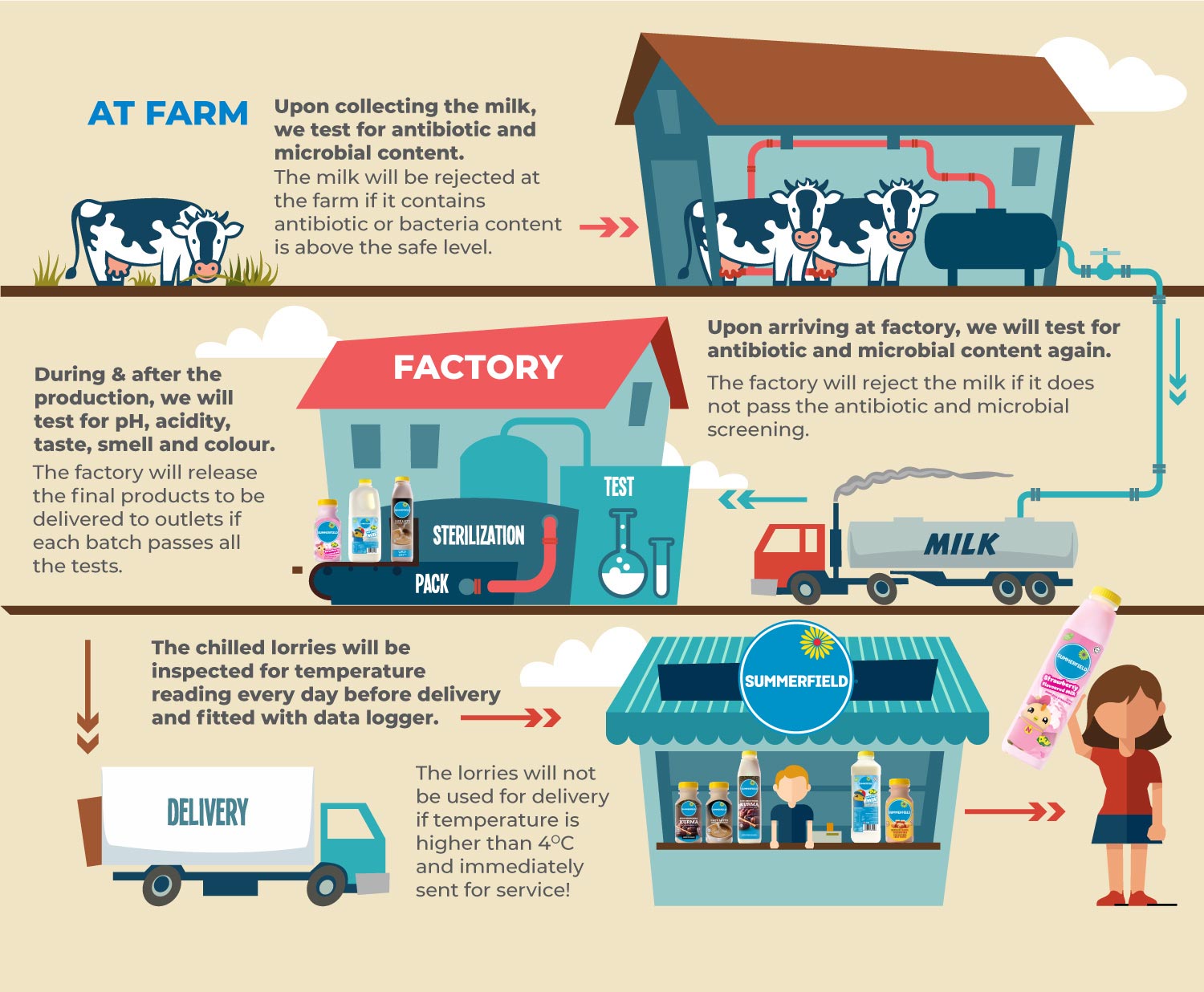
As a responsible producer, our milk is continuously laboratory-checked to meet quality standards and to also make sure it is free from antibiotics residue. We check for antibiotics residue when we collect our milk from all our associated dairy farmers.
We also wanted a process where we never have to worry about chemical residue in our milk which is measured by the parts-per-million. Therefore at Summerfield Milk, we do not use chemicals to sterilise our bottles and hence, our bottles have zero chemical residue.
To serve our customers better, we have moved to a new state of the art factory at Rawang by 1st quarter 2017.
2022UHT & GABLE TOP
Began commercial production of UHT 200ml and Gable Top 1L with HACCP certification.2017FACTORY RELOCATION
Relocated factory to new industrial area at Serendah, Rawang. 1 acre in size, maximum capacity is 3000 liter / hour20151ST COMMERCIAL RUN
First commercial run for Summerfield Fresh Milk & Chocolate Milk Normal production capacity is 500 L / day20131ST PROCESSING FACTORY
After years of selling our high-quality milk to well-known milk producers, our first processing factory was set up at our farm in Kluang.2011STARTED UHT CHOCOLATE MILK
HADC started to supply UHT chocolate milk to schools in Northern region as part of Program Susu Sekolah 1 Malaysia (PS1M)2007FIRST ESTABLISHED
Hybrid Allied Dairy Company Sdn Bhd was first established HADC is 100% Malaysian owned company Summerfield farm was then set up at Padang Hijau, Kluang, Johor
WE ARE THE 1ST IN SOUTH EAST ASIA WITH NON-CHEMICAL BOTTLE STERILISATION PROCESS USING OZONE WATER TECHNOLOGY
Everywhere in the world, the most common sterilization for the packing of liquid is by using Hydrogen Peroxide (in layman’s terms, it is bleach). The safety standard for the usage of Hydrogen Peroxide is to monitor its residue based on parts per million (ppm).
In Summerfield, we use a new, intelligent sterilisation process from Europe that uses specific heat and water process called “Ozone Water Technology”. This state-of-the art technology does not require hydrogen peroxide, yet will sterilise our bottles effectively. That is why, there is no need to monitor hydrogen peroxide residue and we never have to worry chemical residue in our milk!

STRINGENT QUALITY FOR SAFEST MILK
Antibiotic Free
Chemical Free
Preservatives Free
We ensure that every step is implemented strictly by our diligent staffs to ensure we produce high quality fresh milk, 100% free of antibiotic and chemical.
SUMMERFIELD MILK RANGE HAS 30 DAYS SHELF-LIFE
Summerfield Milks now have 30 days of shelf life, this is achieved through a higher quality control and food safety procedure than standard industry practice.
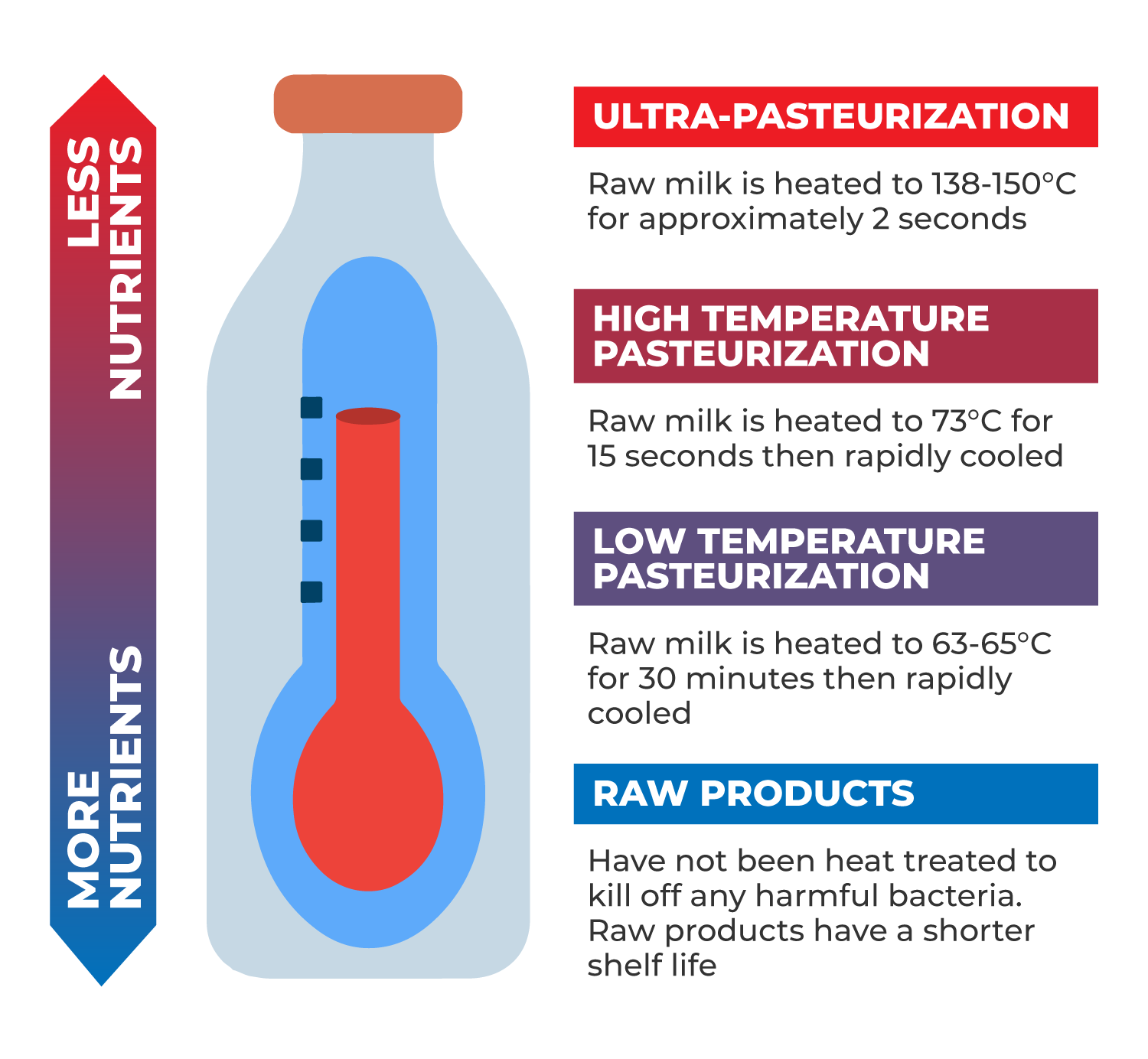
The higher the temperature used to cook the milk, the longer the shelf-life of the milk.
But! More nutrients will be destroyed. That is why we are using an Extended High Pasteurization process to ensure most of nutrients are still maintained in our milk!
At the same time, we want to ensure that its shelf-life is long enough for easy storage.
As our milks do not have preservatives & chemical free, and most importantly they are made to order, Summerfield milks are fresh and healthy.